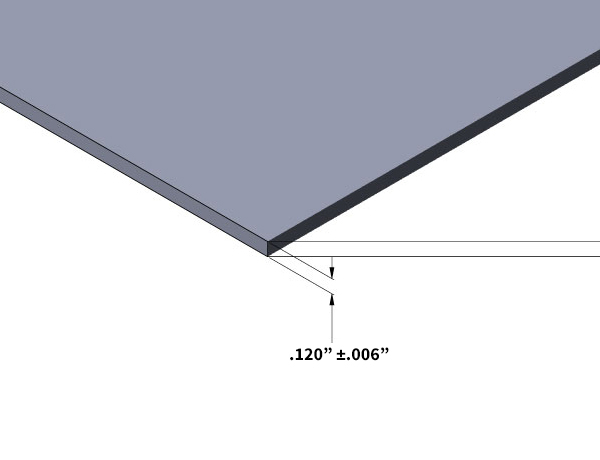
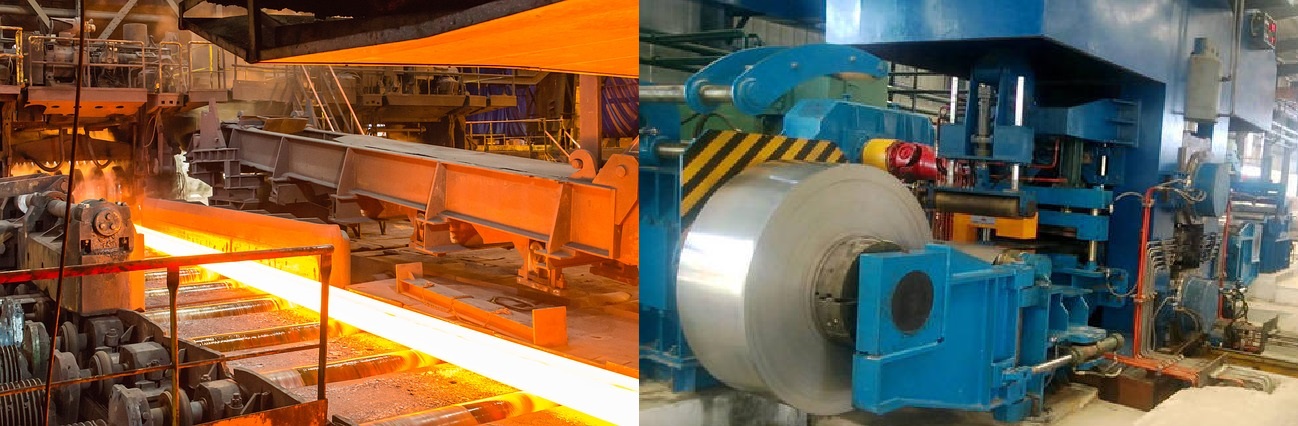
Hot Rolled Sheet Metal Thickness Tolerance
Cold Rolled Steel Fabrication Tolerances
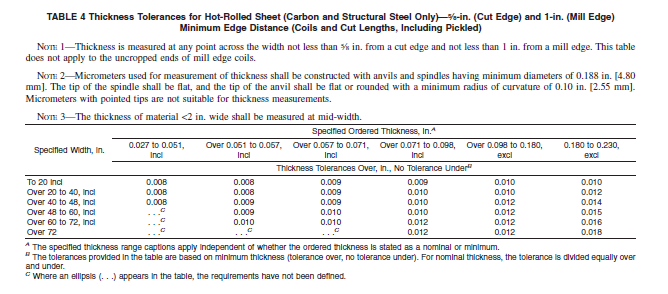
Thickness Expectations In Sheet Products

Difference Between Hot And Cold Rolled Steel Metal Supermarkets

Metalsdepot Buy Steel Sheet Online Any Quantity Any Size

Article Tolerances To En 10029 For Hot Rolled Plate 3mm And Above

Hot Rolled Sheet Steel Coil Harris Steels Ltd

However this cannot be said about cold rolled sheet and hot rolled sheet.
Hot rolled sheet metal thickness tolerance.

Steel Hot Rolled Sheet 14 Gauge Grade Cq Commercial Quality Allmetalsinc Com Online Metals Store
U001en Hot Rolled Steel Sheets And Coils

Order 0 06 Hot Roll Sheet A606 A588a Weathering Steel Online Thickness 1 16
Hot Rolled Vs Cold Rolled Steel What Is The Difference

Spcc Spcd Spcen Sd Cold Rolled Steel Sheet In Coils Crc Tangshan Yuheng

Hot Rolled Steel Vs Cold Rolled Steel
Steel Plate 3 16 Grade A36 Allmetalsinc Com Online Metals Store

Astm A240 Asme Sa 240 Grade 304 Sheet And Stainless Steel 304 Plate

Steel Sheet Plate Industrial Metal Supply

Products Majestic Steel Usa

Order 1 5 X 1 5 X 0 25 Mild Steel Angle A36 Hot Rolled Online Legs 1 1 2 Thickness 1 4
Hot Rolled High Carbon Steel Steel Warehouse

Designing For Sheet Metal Fabrication White Paper

Metalsdepot 1018 Cold Finished Steel Flat Bar

Tangshan Manufacturer 120 120 3 2 4 5 Hot Rolled Steel H Beam Tangshan Yuheng

Cold Rolled Steel Sheet Is Used For Engineered Products That Require Tight Tolerances And Coated Surfaces Available A Cold Rolled Steel Stainless Steel Sheet
Order 0 0299 Mild Steel Sheet A366 1008 Cold Roll Online Thickness 1 32

Hillman 24 In X 48 In Cold Rolled Steel Solid Sheet Metal In The Sheet Metal Department At Lowes Com
1

Too Hot Or Too Cold Does It Matter In Steel Manufacturing Hot Rolled Vs Cold Rolled Steel Analyzing Metals

All Stainlesssteelcoldrolledsheet Provide A Superior Surface Finish And Are Superior In To Stainless Steel Flat Bar Stainless Steel Sheet Stainless Steel Bar

S235jr Hr Coil S235 Jr Black Hot Rolled Steel Coil Pickling And Oiled Hot Rolled Steel Coil Tangshan Yuheng

Materials 101 Hot Rolled Steel Vs Cold Rolled Steel Mid City Steel Steel Supplier Rebar Fabrication Steel Sales Service Westport Ma Bozrah Ct

Hot Rolled Flat Bar Low Carbon Steel Harris Steels Ltd
Source : pinterest.com
